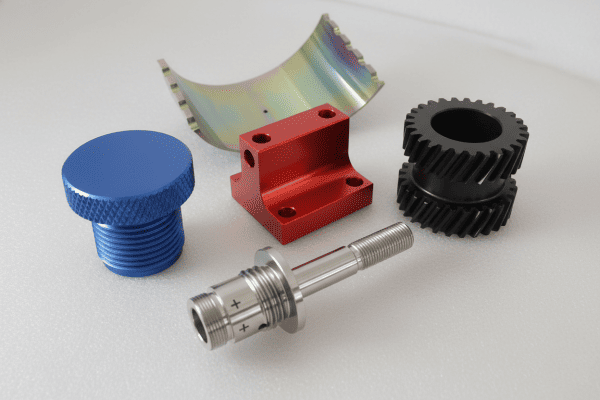
Surface
Finishing
Select by material/environment/appearance to avoid over-specification that leads to cost increases
Part Finishing
Mold-surface Finishing
Quick Answers
-
Corrosion resistance: Type III anodizing, electroless nickel, passivation
-
Wear resistance: Hard anodizing Type III, electroless nickel plating
-
Appearance enhancement: Type II anodizing, powder coating, polishing
-
Plastic textures: SPI polish, VDI/EDM texturing on injection molds
-
Matte finish: Sandblasting for metal, EDM texturing for plastic
Tips: Plastic surface textures are achieved through mold surface finishing, while metal treatments typically require post-processing.
Choose by Goal
Three-step selection process for optimal surface finishing
Define Your Goal
- • Corrosion protection
- • Wear resistance
- • Appearance enhancement
- • Surface texture
- • Electrical properties
Select Material
- • Aluminum alloys
- • Steel (carbon/alloy)
- • Stainless steel
- • Plastic (via mold)
- • Other metals
Consider Environment
- • Indoor/outdoor use
- • Salt spray exposure
- • Temperature range
- • Chemical contact
- • Wear conditions
Quick Recommendations
Based on your selections, jump to the most suitable finishing options:
Compatibility Matrix
Material and finishing process compatibility guide
| Finish | Aluminum | Stainless Steel | Carbon Steel | Tool Steel | Plastic | Typical Use |
|---|---|---|---|---|---|---|
| Type II Anodizing | ✅ | ❌ | ❌ | ❌ | ❌ | Decorative finish, corrosion resistance |
| Type III Anodizing | ✅ | ❌ | ❌ | ❌ | ❌ | Hard coat, wear resistance |
| Electroless Nickel | ✅ | ✅ | ✅ | ✅ | ❌ | Uniform coating, complex geometries |
| Passivation | ❌ | ✅ | ❌ | ❌ | ❌ | Corrosion resistance, medical/food grade |
| Powder Coating | ✅ | ✅ | ✅ | ✅ | ❌ | Durable finish, color options |
| Painting | ✅ | ✅ | ✅ | ✅ | ✅ | Aesthetic finish, cost effective |
| Sandblasting | ✅ | ✅ | ✅ | ✅ | ✅ | Surface texture, preparation |
| Polishing | ✅ | ✅ | ✅ | ✅ | ✅ | Mirror finish, smooth surface |
Finish Library - Part Finishing
Complete guide to post-processing surface treatments
Type II Anodizing (Decorative)
Standard anodizing for appearance and basic protection
Type II Anodizing (Decorative)
Standard anodizing for appearance and basic protection
What it is
Electrochemical process creating a controlled oxide layer on aluminum for corrosion resistance and color options.
Best for
- • Decorative applications
- • Indoor use components
- • Colored finishes
- • Lightweight corrosion protection
Appearance
Clear, black, red, blue, gold colors available. Matte to semi-gloss finish depending on substrate.
Typical Thickness
0.0002" - 0.001" (5-25 μm) per MIL-A-8625
Dimensional Impact
Minimal - typically ±0.0005" on critical dimensions
Design Notes
- • Specify masking for threads
- • Avoid sharp edges (rounded preferred)
- • Consider color matching requirements
Verification
Thickness measurement, color matching, salt spray testing
Best-fit processes: CNC machining, sheet metal fabrication
Type III Anodizing (Hard Coat)
Hard anodizing for maximum wear and corrosion resistance
Type III Anodizing (Hard Coat)
Hard anodizing for maximum wear and corrosion resistance
What it is
Thick, dense oxide layer providing exceptional hardness and corrosion resistance through controlled electrolytic process.
Best for
- • High-wear applications
- • Outdoor/marine environments
- • Sliding/bearing surfaces
- • Aerospace components
Appearance
Typically dark gray to black. Limited color options. Matte finish.
Typical Thickness
0.001" - 0.004" (25-100 μm) per MIL-A-8625 Type III
Dimensional Impact
Significant - plan ±0.001-0.002" on critical dimensions
Design Notes
- • Mask threads and critical fits
- • Specify thickness requirements
- • Consider post-machining if needed
Verification
Thickness measurement, hardness testing, wear resistance validation
Best-fit processes: CNC machining, sheet metal fabrication
Electroless Nickel (EN)
Chemical nickel plating for uniform coating and excellent properties
Electroless Nickel (EN)
Chemical nickel plating for uniform coating and excellent properties
What it is
Autocatalytic chemical process depositing uniform nickel-phosphorus alloy coating without electrical current.
Best for
- • Complex geometries
- • Uniform thickness required
- • Corrosion + wear resistance
- • Steel and aluminum substrates
Appearance
Bright to semi-bright metallic finish. Can be polished to mirror-like appearance.
Typical Thickness
0.0002" - 0.002" (5-50 μm) per ASTM B733
Dimensional Impact
Predictable - typically ±0.0005" with proper planning
Design Notes
- • Excellent for internal surfaces
- • Specify phosphorus content (low/medium/high)
- • Consider heat treatment for hardness
Verification
Thickness measurement, adhesion testing, corrosion resistance validation
Best-fit processes: CNC machining, metal stamping, sheet metal fabrication
Passivation
Chemical treatment to enhance stainless steel corrosion resistance
Passivation
Chemical treatment to enhance stainless steel corrosion resistance
What it is
Chemical process removing free iron and enhancing the natural oxide layer on stainless steel surfaces.
Best for
- • Stainless steel components
- • Medical/food applications
- • Post-machining treatment
- • Corrosion prevention
Appearance
No visual change - maintains original stainless steel appearance and texture.
Typical Thickness
Molecular level - no measurable thickness added
Dimensional Impact
None - no dimensional change
Design Notes
- • Required after machining/welding
- • Specify citric acid method preferred
- • Clean surfaces essential
Verification
Water break test, copper sulfate test, salt spray testing
Best-fit processes: CNC machining, sheet metal fabrication, metal stamping
Powder Coating
Electrostatic dry powder finish for durability and appearance
Powder Coating
Electrostatic dry powder finish for durability and appearance
What it is
Electrostatically applied dry powder that's cured under heat to form a protective and decorative coating.
Best for
- • Outdoor applications
- • Architectural components
- • Color and texture variety
- • Environmental friendliness
Appearance
Wide range of colors, textures (smooth, textured, metallic), and gloss levels available.
Typical Thickness
0.002" - 0.008" (50-200 μm) depending on application
Dimensional Impact
Moderate - plan ±0.002-0.004" on critical dimensions
Design Notes
- • Mask threads and critical fits
- • Specify color and texture requirements
- • Consider thermal expansion during curing
Verification
Thickness measurement, adhesion testing, color matching, impact resistance
Best-fit processes: Sheet metal fabrication, metal stamping, CNC machining
Painting
Liquid paint systems for decorative and protective finishes
Painting
Liquid paint systems for decorative and protective finishes
What it is
Liquid coating systems including primers, base coats, and topcoats for protection and aesthetics.
Best for
- • Smooth finish requirements
- • Complex color matching
- • Small batch applications
- • Repair and touch-up capability
Appearance
Smooth, uniform finish with excellent color matching capabilities. Various gloss levels available.
Typical Thickness
0.001" - 0.005" (25-125 μm) including primer and topcoat
Dimensional Impact
Minimal to moderate - typically ±0.001-0.003"
Design Notes
- • Specify paint system and color
- • Consider substrate preparation
- • Plan for masking requirements
Verification
Color matching, gloss measurement, adhesion testing, thickness verification
Best-fit processes: CNC machining, sheet metal fabrication, metal stamping
Sandblasting
Abrasive blasting for surface preparation and texture
Sandblasting
Abrasive blasting for surface preparation and texture
What it is
Abrasive media propelled at high velocity to clean, texture, or prepare surfaces for subsequent treatments.
Best for
- • Surface preparation
- • Matte finish creation
- • Paint/coating removal
- • Stress relief (peening)
Appearance
Uniform matte finish with controlled surface roughness. Texture varies with media type and pressure.
Typical Thickness
Material removal: 0.0001" - 0.002" (2.5-50 μm)
Dimensional Impact
Slight material removal - plan +0.001" on critical dimensions
Design Notes
- • Specify surface roughness requirements
- • Mask critical dimensions and threads
- • Consider media type (glass bead, aluminum oxide)
Verification
Surface roughness measurement, visual inspection, cleanliness verification
Best-fit processes: CNC machining, sheet metal fabrication, metal stamping
Polishing
Mechanical finishing for smooth, reflective surfaces
Polishing
Mechanical finishing for smooth, reflective surfaces
What it is
Progressive mechanical abrasion process using finer grits to achieve smooth, reflective surface finishes.
Best for
- • Aesthetic applications
- • Food/medical equipment
- • Reflective surfaces
- • Corrosion resistance enhancement
Appearance
Mirror-like to satin finish depending on final grit. Highly reflective with minimal surface defects.
Typical Thickness
Material removal: 0.0005" - 0.005" (12-125 μm)
Dimensional Impact
Material removal - plan +0.002-0.005" on polished surfaces
Design Notes
- • Specify surface finish requirements (Ra)
- • Consider accessibility for polishing
- • Plan for increased lead time
Verification
Surface roughness measurement, visual inspection, reflectivity testing
Best-fit processes: CNC machining, sheet metal fabrication
Finish Library - Mold Surface Finishing
Texture and finish options for injection mold tooling
EDM Spark Texturing
Electrical discharge texturing for unique surface patterns
EDM Spark Texturing
Electrical discharge texturing for unique surface patterns
What it is
Controlled electrical discharge process creating consistent spark texture patterns on mold surfaces.
Appearance
Fine to coarse spark patterns creating matte to semi-gloss finishes with unique tactile properties.
Best for
- • Automotive interior trim
- • Consumer electronics housings
- • Appliance components
- • Hiding weld lines and flow marks
When to avoid
- • Optical clarity required
- • Deep draw applications
- • Food contact surfaces
Design notes
- • Minimum 1° draft angle required
- • Consider texture direction for ejection
- • Specify texture intensity level
Verification
Sample parts, texture intensity measurement, draft angle verification
SPI Polish Grades
Society of Plastics Industry standard polish levels
SPI Polish Grades
Society of Plastics Industry standard polish levels
What it is
Standardized polishing grades (A1-D3) defining surface finish quality from mirror polish to stone finish.
Appearance
A1 (Grade #1): Mirror finish, diamond polished
A2 (Grade #2): High gloss, 600 grit diamond
B1 (Grade #3): Semi-gloss, 400 grit paper
C1 (Grade #6): Matte, 320 grit stone
Best for
- • Optical components (A1-A2)
- • Cosmetic housings (B1-B2)
- • Functional parts (C1-D3)
When to avoid
- • High polish on textured parts
- • Deep ribs or complex geometry
- • Cost-sensitive applications
Design notes
- • Specify SPI grade clearly
- • Higher grades increase cost significantly
- • Consider parting line visibility
Verification
SPI standard comparison, gloss measurement, sample part approval
VDI/Chemical Etching
VDI standard chemical etching for controlled textures
VDI/Chemical Etching
VDI standard chemical etching for controlled textures
What it is
Chemical etching process following VDI 3400 standard creating controlled surface roughness levels.
Appearance
VDI 12-18: Fine texture, leather-like
VDI 21-27: Medium texture, pebble grain
VDI 30-39: Coarse texture, heavy grain
VDI 42-45: Very coarse, deep texture
Best for
- • Automotive interior panels
- • Appliance housings
- • Grip surfaces
- • Hiding surface defects
When to avoid
- • Tight tolerance requirements
- • Food contact applications
- • Optical clarity needed
Design notes
- • Minimum 1.5° draft for VDI 30+
- • Specify VDI number clearly
- • Consider cleaning requirements
Verification
VDI standard comparison plates, surface roughness measurement, sample approval
Laser Texturing (Optional)
Advanced laser surface texturing for custom patterns
Laser Texturing (Optional)
Advanced laser surface texturing for custom patterns
What it is
Precision laser ablation creating custom patterns, textures, or functional surfaces on mold steel.
Appearance
Highly controlled custom patterns including wood grain, fabric textures, geometric patterns, or functional micro-structures.
Best for
- • Custom decorative patterns
- • Functional textures (grip, anti-slip)
- • Brand-specific requirements
- • High-precision applications
When to avoid
- • Cost-sensitive projects
- • Standard texture adequate
- • Very large surface areas
Design notes
- • Requires detailed pattern specification
- • Consider draft angle requirements
- • Plan for extended lead times
Verification
Digital pattern verification, sample parts, dimensional accuracy check
Selection Guide
When to choose mold texturing vs. post-processing
Mold Texturing vs. Post-Processing
| Criteria | Mold Texture | Post-Process |
|---|---|---|
| Material | Plastics only | All metals |
| Volume | High volume (1000+) | Any volume |
| Setup cost | High (mold modification) | Low to moderate |
| Unit cost | Low (no additional process) | Additional cost per part |
| Consistency | Excellent | Good to excellent |
| Functionality | Appearance only | Function + appearance |
Quick Selection by Goal
Performance Requirements
Appearance Goals
Quality & Verification
Standards and testing methods for surface finish validation
Acceptance Criteria Checklist
Coating Thickness
Measured per specification (±10% typical tolerance)
Color Matching
ΔE ≤ 2.0 for critical color matches
Adhesion Testing
Cross-hatch test per ASTM D3359 (4B minimum)
Surface Roughness
Ra measurement per specification
Masking Quality
Clean edges, no coating on masked areas
Visual Appearance
No visible defects, uniform coverage
Testing Standards
Anodizing
- • MIL-A-8625 (thickness, quality)
- • ASTM B137 (salt spray testing)
- • ASTM B680 (seal quality)
Plating
- • ASTM B733 (electroless nickel)
- • ASTM B117 (salt spray corrosion)
- • ASTM B571 (adhesion testing)
Coating
- • ASTM D523 (gloss measurement)
- • ASTM D3359 (adhesion)
- • ASTM D2794 (impact resistance)
Texture
- • VDI 3400 (surface comparison)
- • SPI standards (mold finish)
- • ISO 4287 (surface roughness)
Need Quality Assurance Support?
Learn more about our comprehensive quality control and inspection processes
View Quality & Inspection DetailsDesign Tips
Best practices for surface finishing success
Design Do's
- Add generous fillets and rounds (R0.010" minimum) to improve coating coverage
- Specify masking requirements clearly on drawings for threads and critical dimensions
- Design functional surfaces separate from cosmetic surfaces when possible
- Provide adequate draft angles (1.5° minimum) for textured mold surfaces
- Consider texture direction for part ejection and cleaning requirements
- Specify color standards (Pantone, RAL) and acceptable tolerance ranges
Design Don'ts
- Don't specify "black anodizing" without material - stainless steel cannot be anodized
- Avoid sharp edges and corners that cause coating buildup and appearance issues
- Don't ignore dimensional changes from coating thickness on tight tolerance features
- Avoid deep pockets or blind holes that trap processing chemicals
- Don't mix different metal types in the same coating batch without consultation
- Avoid specifying texture on parting lines where consistency cannot be guaranteed
Need DFM Guidance?
Get expert design for manufacturing advice for your surface finishing requirements
View DFM GuidelinesInjection Molding Textures
Learn more about mold design and texturing options for plastic components
Injection Molding GuideFrequently Asked Questions
Common questions about surface finishing processes
What's the difference between Type II and Type III anodizing?
Type II is decorative anodizing (0.0002"-0.001" thick) primarily for appearance and basic protection. Type III is hard coat anodizing (0.001"-0.004" thick) for maximum wear resistance and corrosion protection. Type III is darker, harder, and more expensive but provides superior performance.
Does electroless nickel plating affect part dimensions significantly?
EN plating typically adds 0.0002"-0.002" per surface. The coating is uniform, so plan for ±0.0005" change on critical dimensions. Unlike anodizing which grows into and out of the surface, EN builds up uniformly on all surfaces including internal features.
Can stainless steel be anodized?
No, anodizing only works on aluminum and some other non-ferrous metals. For stainless steel, use passivation for corrosion resistance, electroless nickel for wear resistance, or powder coating/painting for color and protection.
Why does "black anodizing" color vary between parts?
Black anodizing color depends on alloy composition, surface preparation, and process parameters. Different aluminum alloys (6061 vs 7075) produce different black tones. For consistent color matching across mixed alloys, consider powder coating or painting instead.
What surface treatments work best in salt spray environments?
Type III hard anodizing provides excellent salt spray resistance for aluminum. Electroless nickel with proper thickness (0.001"+) works well for steel. Marine-grade powder coatings are also effective. Avoid Type II anodizing in severe marine environments.
How should I specify masking on my drawings?
Clearly mark areas to be masked with "MASK" callouts and dimension the masked areas. Specify thread callouts like "MASK THREADS M6x1.0" and critical fit dimensions. Include a general note about masking requirements and acceptable coating buildup on edges.
What is EDM spark texturing and when should I use it?
EDM texturing uses electrical discharge to create consistent spark patterns on mold surfaces. It's ideal for hiding weld lines and flow marks on plastic parts, creating uniform matte finishes, and reducing glare. Best for high-volume plastic parts where texture consistency is critical.
What's the difference between SPI and VDI texture standards?
SPI (A1-D3) defines polish levels from mirror to stone finish using progressive abrasives. VDI (12-45) specifies chemical etching depths for controlled surface roughness. SPI is for smooth to semi-textured finishes, VDI is for distinct textured patterns. Both use physical reference standards for comparison.
How much draft angle do textured mold surfaces need?
Minimum 1° for light textures (SPI B1, VDI 12-18), 1.5° for medium textures (VDI 21-30), and 2-3° for heavy textures (VDI 33+). EDM spark textures typically need 1-1.5°. Insufficient draft causes sticking, drag marks, and part damage during ejection.
Can mold textures be consistent across different cavity areas?
Yes, with proper planning. Chemical etching (VDI) and EDM texturing provide excellent consistency across large areas. Avoid texture transitions at parting lines where perfect matching is difficult. Laser texturing offers the highest precision but at increased cost for large areas.
Get Your Surface Finishing Recommendation
Submit your requirements and receive expert finishing recommendations with detailed specifications
Related Resources
Explore our comprehensive manufacturing and quality guides
DFM Guidelines
Design for manufacturing best practices for all processes
Quality & Inspection
Comprehensive quality control and testing procedures
Injection Molding
Mold design, texturing, and plastic part production
CNC Machining
Precision machining capabilities and surface finish options
Sheet Metal Fabrication
Laser cutting, bending, and finishing for metal parts
Metal Stamping
High-volume precision stamping and finishing options
Cross-Reference Note: All manufacturing process pages link back to this Surface Finishing guide, particularly to the Selection Guide section for integrated finishing recommendations.